|
在产品的制造过程中,能否较科学地组织各个生产过程,合理安排各道工序的物流,是关系到生产顺利进行及减少工序储备、降低成本、加强流动资金周转的一个决定因素。本文以东风汽车公司密封件厂为例,从生产车间、供应仓库两大系统的物料管理来具体研究产品在制造过程中的物流问题。
在产品的制造过程中,原材料、辅助材料、零件、毛坯等经过各个生产车间及各道操作工序的转换,最终由各类半成品变成合格成品的过程是一个较为复杂的系统工程,能否较科学地组织各个生产过程,合理安排各道工序的物流,是关系到生产顺利进行及减少工序储备、降低成本、加强流动资金周转的一个决定因素。产品在制造过程中的物流不外乎两大系统,一个是生产车间,另一个是供应仓库。我们可以从这两大系统的物料管理来具体研究产品在制造过程中的物流问题。
1.生产车间的物流问题
根据生产工艺路线我们可以把产品的制造过程划分在不同的生产车间完成。生产车间之间的物流主要是生产半成品的流动,最后一个车间完成成品的生产及装配任务。现在只谈谈车间之间及车间内部的物流问题。
合理安排物流,以利于降低成本,提高劳动效率,增加企业效益,其最理想化的模式是实现“一个流”的管理。进行生产管理及计划安排,我们首先必须掌握的第一手材料是工序、工时及半成品生产周期。依据生产周期来安排生产节拍,调节各个车间之间的半成品库存。半成品在生产车间之间一般按平行移动方式组织生产,科学化的大生产亦可组织平行顺序移动,过程较为复杂。我们在车间物流中会谈到平行顺序移动方式在生产车间的应用。下面我们以EQ153半轴油封的生产周期为例,简单地说明这个问题。
本厂有三个生产车间:半成品车间、硫化车间、工模车间,以下分别简称为A、B、C车间。生产该产品A车间生产周期为1天,B车间生产周期为3天,C车间生产周期为1天。如何确定各个车间生产工序库存及产品流动呢?我们可以画一张平面移动简图(见图1)。
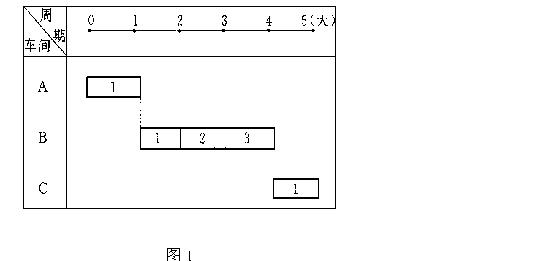
该产品原材料在A车间经过1天后,变成半成品然后流到B车间,经过3天变成另一个半成品而后送到C车间,C车间生产1天后变成成品入库,在这个简单的物流方式中我们可以得到两个结果。
其一,整个产品的生产周期为5天,A车间原材料投入必须提前B车间1天,同样B车间要提前C车间3天,这是计划编制过程中必须首先掌握的一点。
其二,A车间内所有工序库存总量必须是日产量的1倍,可以增加,但不可能减少,同样B车间工序库存必须是日产量的3倍才能满足日生产要求。从图中可以看出,要缩短整个产品的生产周期,从而减少工序库存,降低流动资金,只有两个方法,一个是安排平行顺序移动,加强管理力度,一个是缩短车间生产周期,缩短车间生产周期才能从根本上降低工序库存。车间内的物流方式有三种,平行流动,顺序流动及平行顺序流动,通过比较我们很容易找到最佳模式。
①平行流动。生产该产品共需A、B、C三道工序,假定它们的工时分别为3、2、1,日产量以2件计,则平行流动图如图2所示:
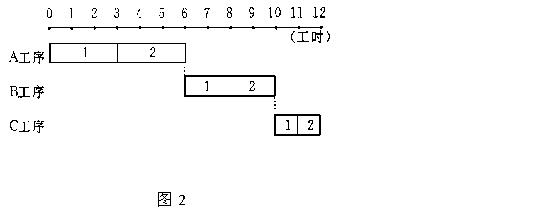
A工序工时为3,2件计为6,经过6小时后送到B工序,同样经过2×2=4小时后送入C工序,由于C工序生产2×1时后完成该半成品的生产过程,整个生产周期为3×2+2×2+1×2=12小时。
②顺序流动。同样A、B、C三道工序,日产量2件,如果物流以顺序流动方式,则情况不一样,如图3所示:
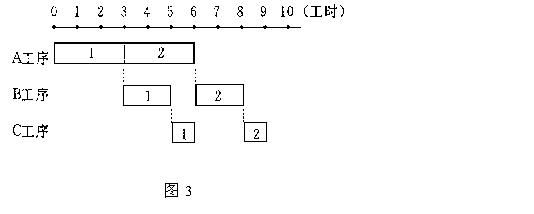
A工序完成一个零件后,即送入B工序,B工序完成一个零件后送到C工序,零件的物流是一个接一个的,不是2个经过一个工序全完成以后再送入下一工序,于是它与平行流动大不相同,其生产周期为3×2+2+1=9小时,它的生产周期短,但由B、C两工序可以看出,在第一、第二个零件之间没有任务,出现空格即工人生产间断,出现窝工情况,同样,它也不能作为理想的流动模式。
③平行顺序流动。平行顺序流动是理想的流动方式,同样在上述假定的条件下,我们给出平行顺序流动图(见图4),可以见其优点显著。
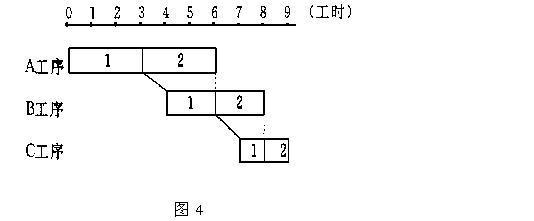
由图可知,A工序生产4小时即第二个零件刚生产一半时往B工序送第一个零件,B工序生产3小后往C工序送第一个零件。这样B、C工序可以连续作业,同样生产周期为2×3+2+1=9小时。
由上面的三个排列图很容易看出生产车间的工序组织为平行顺序移动时,物流效果最佳,生产周期短,工序库存总量最少,生产连续性强。我们也可以通过增加或减少各道工序的人员数来调节各个工序总生产时间,从而使上述安排出现最佳效果,当然这需要在生产组织过程中灵活掌握与应用。
在确定车间合理物流的过程中,我们必须首先掌握各工序及工位的实际作业工时,根据工时来画平行顺序流动图,由图上所确定的时间来组织生产。在生产过程中还必须有一定的辅助手段(例如本厂目前使用的“物流单”等)及时反馈生产信息,合理调节,及时调整方能使车间物流效果及定置率最佳。
2.仓库的物料管理
我们可以将A、B、C管理应用于仓库管理,从而减少库存,加强资金周转。由于具体情况不同,应用中也有所不同,我们仅根据本厂情况作一简略说明。
A、B、C管理法也称A、B、C分析法,它是根据物料有关方面的特征,进行统计、排列,分清重点与一般,以有区别地实施管理的一种方法。在仓库管理过程中,由于品种多,各特性值大不相同,所以运用A、B、C管理法较为适用。
首先在全面权衡的基础上,我们对仓库的各个物品进行A、B、C分类。确定零件价较高,生产困难,作用重要,生产周期较长的物品为A类,如金属骨架等。一般的为B类,如包装箱,包装袋等。长期不用或用途面较窄,较易加工的零件可以确定为C类,如各种胶带等。分类后,对A类零件重点控制,利用定额的方法对A类零件抓平衡,平行A类零件运输负荷,实行定时间、定数量、定地点、定路线的固定运输。对A类零件的主要期量标准也根据实际情况予以修订,A类零件应严格控制在月批量以下,可以采用半月投、旬投及周投等不同形式,这样易于减少在制品储备,减少资金投入,加快资金周转。对A类产品的生产周期也应按关键线路法予以控制,力求最短,工艺储备越少越好,建立部分周转储备及保险的储备即可。建立A类零件管理体系,严格生产控制,从而大大提高仓库活力,周转顺畅,减少了长期不用品的堆滞,加强了资金周转力度。 仓库管理还应保证信息反馈体系的完善,以利于及时调整A类品的数量,在全面综合平衡的基础上可以改变A类品的性质,一切都以生产实际为主。
作好了车间物流及仓库物料管理,产品的厂内流动就会通畅顺利,生产周期也会顺利进行,当然生产的物流问题依实际不同有很大的差异,还有待于在实际生产运用中灵活掌握。
物流技术 徐学炜 |