|
本文分析了玻璃供货包装方式的现状,针对现状提出几种改进方案,并对方案实施后的结果进行了预测。
一、 现状分析。
天津市微型汽车厂车用玻璃由配套厂家供应。目前采用木板条装钉成箱供货包装方式,内加泡沫垫板,外置塑料布。由于在运输中防护性差,包装、装卸和拆箱困难,玻璃易破损,包装回收率也低;同时,在库房中不便贮存,拆箱后码放在专用周转工位器具内,致使库房环境差,而且工人劳动强度大。这种包装方式功能低而成本高,亟待改进。
二、 分析功能,提出改进方案。
玻璃包装合理总功能可以分为:保护玻璃,方便运输,便于贮料和配料,功能系统图如下所示。
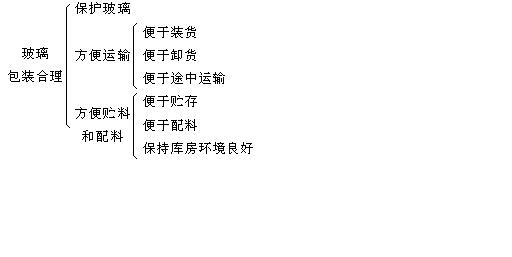
根据功能系统图对功能的要求和相对存在问题由工程技术人员作出分析,对玻璃供货包装方式提出了多种改进方案,按照流程集中为三种方案,见下表
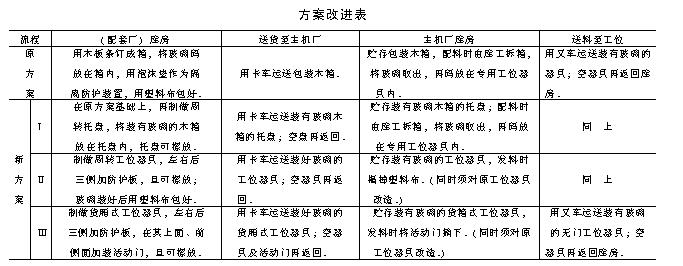
对以上方案按功能满足程度打分进行功能评价。结果是新方案Ⅲ得分值最高,新方案Ⅱ稍低;它们都是制做可共同周转使用的工位器具,基本相同。但新方案Ⅱ需用塑料布包裹玻璃,塑料布回收率低,而新方案Ⅲ则需加装活动门,为了获得最佳方案,故对比两者成本做进一步比较如下:
新方案Ⅱ:以每件工位器具存放40块玻璃、需塑料布费3元计算,每辆车用8种玻璃,年产量100,000辆份的塑料布费用为:100,000÷40×3×8=60,000元;
新方案Ⅲ:需八种玻璃工位器具各50件,每件需做活动门的费用为70元,所需费用为:8×50×70=28,000元,加上工位器具改造费用12,000元,则共需费用为:28,000+12,000=40000元。
显然,新方案Ⅲ的成本低于新方案Ⅱ,故最后决定采取新方案Ⅲ。
三、 方案实施及效益。
改进方案确定后,经与配套厂共同协商,在技术和费用方面达成了一致协议,实施费用各担负一半。并很快进行了实施,取得了显著效益。
通过玻璃包装方式的改进,采用货箱式工位器具共同周转使用,利于玻璃的防护、装卸、运输及贮存,大大减少了破损和降低了库工劳动强度,节约了工时。配套厂的包装费用大大降低。主机厂节省了原来库工拆包装箱再将玻璃码放在工位器具内所耗费的大量工时费用,年产10万辆车可节约48万元。而制做箱式工位器具费用为33.6万元,原工位器具改造费为1.4万元,合计为35万元。该费用主机厂担负一半,故节省费用为:48-(35÷2)=30.5万元。
价值工程 代德庆 |